Вилка. 00.6322.007
| Технические характеристики | |
|---|---|
| Номер чертежа | 00.6322.007 (0-40-17) |
| Применяемость | Топки ЗП-РПК — вилка тяги привода поворотных колосников |
| Материал | Серый чугун СЧ15 по ГОСТ 1412-85 |
| Габариты, мм | 120×80×40 |
| Масса, кг | 2,26 |
Описание
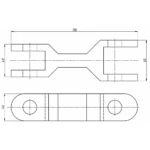
Вилка 00.6322.007 — запасная часть топки ЗП-РПК производства КЗ «Сибкотломаш» г. Бийск. Деталь представляет собой чугунную фасонную отливку с прорезью под палец сопрягаемого механизма и резьбовым отверстием под наворачивание тяги. Изделие применяется в составе шарнирных соединений тяг ручного управления полумеханической топки.
Вилка: назначение и применяемость
Вилка по чертежу 00.6322.007 в составе полумеханической топки ЗП-РПК выполняет функцию шарнирного соединения штока тяги ручного управления с приводным валом поворотных колосников или с приводным рычагом шибера зоны подачи воздуха. Прорезь вилки охватывает палец сопрягаемого механизма, и через эту пару передаётся усилие от оператора при повороте штурвала или при перемещении тяги.
Вилка по чертежу 00.6322.007 применяется в составе топок ЗП-РПК всех типоразмеров производительностью от 1,0 до 3,5 тонн пара в час. На одну топку устанавливается от 2 до 4 вилок в зависимости от числа независимых тяг ручного управления и числа секций решётки поворотных колосников. Климатическое исполнение узла — У2 по ГОСТ 15150-69.
Условия эксплуатации детали — переменная знакопеременная нагрузка от тяги ручного управления, температура зоны установки до 100 °C на корпусе топки, контакт с угольной пылью и шлаковыми частицами при отсутствии принудительной смазки. Под эти условия подобран материал отливки.
Вилка: материалы и изготовление
Вилка 00.6322.007 отливается из серого чугуна марки СЧ15 по ГОСТ 1412-85. Этот материал применяется для деталей с относительно невысокими нагрузками, для которых критична хорошая обрабатываемость резанием и невысокая себестоимость изготовления. Пластинчатый графит в структуре чугуна также выполняет роль естественной твёрдой смазки в зоне контакта прорези с пальцем сопрягаемого механизма.
Литьё выполняется в песчано-глинистые формы по серийной модельной оснастке завода. Технологический процесс включает плавку чугуна в индукционной печи, заливку расплава в форму, выдержку отливки до полного остывания, выбивку, обрубку литников, очистку поверхностей дробемётом, термообработку в режиме отжиг для снятия литейных напряжений и финишную механическую обработку прорези под палец и резьбового отверстия под тягу.
Партионный контроль качества каждой плавки включает химический анализ материала, испытания твёрдости и предела прочности на образцах-свидетелях, выборочный визуальный осмотр отливок на отсутствие усадочных раковин, трещин и пор. Особое внимание при контроле уделяется прорези — выполняется проверка ширины и глубины прорези калибром, чтобы гарантировать корректное сопряжение с пальцем. На каждую партию оформляется паспорт ОТК и сертификат материала.
Антикоррозионная защита наружных поверхностей — однослойная грунт-эмаль на термостойкой основе. Прорезь и резьбовое отверстие консервируются смазкой К-17 для защиты от коррозии при складировании и транспортировке к заказчику. Перед монтажом консервационная смазка удаляется растворителем.
Вилка: совместимое оборудование
Вилка по чертежу 00.6322.007 устанавливается на следующее оборудование производства КЗ «Сибкотломаш»:
- Топка ЗП-РПК-1,0 / ЗП-РПК-1,5 — узлы тяг ручного управления для топок малой мощности;
- Топка ЗП-РПК-2,0 / ЗП-РПК-2,5 — узлы тяг для топок средней мощности с двумя секциями решётки;
- Топка ЗП-РПК-3,0 / ЗП-РПК-3,5 — узлы тяг для топок повышенной мощности с тремя группами поворотных колосников;
- Узлы привода шиберов зон подачи воздуха — установка в качестве шарнирного звена между рычагом штурвала и приводным валом шибера;
- Котельные с водогрейными и паровыми котлами серий КВ, КЕ и ДКВр при применении полумеханической топки с пневмомеханическим забрасывателем.
Подбор вилки по типоразмеру топки — см. каталог запасных частей топок ЗП-РПК. При оформлении заказа достаточно указать модификацию топки и наименование приводимого механизма.
Вилка: заказ и доставка
Вилка 00.6322.007 поставляется со склада или изготавливается на заказ в зависимости от текущего наличия. Срок изготовления при отсутствии складской позиции — от 7 до 15 рабочих дней с учётом плавки и заливки чугуна, выдержки отливки в форме до остывания, термообработки отжиг, дробемётной очистки, механической обработки прорези и резьбового отверстия с приёмочным контролем геометрии.
Отгрузка осуществляется транспортными компаниями по РФ и странам ЕАЭС. Упаковка — деревянный ящик с обвязкой или картонная коробка для малых партий с противокоррозионной консервацией обработанных поверхностей. Для крупных партий применяется паллетная отгрузка со стальной обвязкой и стрейч-плёнкой. На каждую партию оформляется паспорт ОТК и сертификат материала с указанием марки чугуна и плавочного номера.
При оформлении заказа укажите модификацию топки ЗП-РПК (например, ЗП-РПК-2,0 или ЗП-РПК-3,0), наименование приводимого механизма и количество вилок. Менеджеры КЗ «Сибкотломаш» подтвердят наличие позиции, сроки изготовления и условия отгрузки в течение рабочего дня. Возможен подбор сопутствующих комплектующих узла ручного управления — рычагов, тяг, штурвалов и крепежа.
| Полные технические характеристики | |
|---|---|
| Номер чертежа | 00.6322.007 (альтернативная нумерация 0-40-17) |
| Тип | вилка тяги привода механизмов топки ЗП-РПК |
| Назначение | шарнирное соединение тяги ручного управления с приводным валом поворотных колосников или с приводным рычагом шибера зоны подачи воздуха |
| Конструкция | чугунная фасонная отливка с прорезью под палец сопрягаемого механизма и резьбовым отверстием под наворачивание тяги |
| Применяемость | топки ЗП-РПК с решёткой поворотных колосников и пневмомеханическим забрасывателем угля |
| Количество на одну топку | от 2 до 4 шт. в зависимости от числа тяг ручного управления |
| Материал | серый чугун СЧ15 по ГОСТ 1412-85 |
| Способ изготовления | отливка в песчано-глинистые формы с механической обработкой прорези и резьбового отверстия |
| Допуск на прорезь под палец | H11 по ГОСТ 25346 |
| Климатическое исполнение | У2 по ГОСТ 15150-69 |
| Срок службы | не менее 30 000 часов работы при штатной эксплуатации |
| Габариты (Д×Ш×В), мм | 120×80×40 |
| Масса, кг | 2,26 |
Частые вопросы
Получите расчёт стоимости
Оставьте заявку сегодня — зафиксируем стоимость и забронируем место в производственном графике.