


Уплотнение. 23.7456.003-01
| Технические характеристики | |
|---|---|
| Номер чертежа | 23.7456.003-01 — модификация 01 поперечного уплотнения |
| Применяемость | Топки ТШПМ-М модернизированных исполнений — поперечное торцевое уплотнение каретки |
| Материал | Чугун ЧХ1Т (хромистый жаростойкий) по ТУ 4938 |
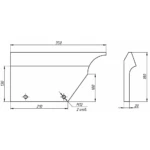
| Габариты, мм | 350×75×20 |
| Масса, кг | 3,8 |
Описание
Уплотнение 23.7456.003-01 — запасная часть топки ТШПМ производства КЗ «Сибкотломаш» г. Бийск. Это модификация 01 базового поперечного уплотнения 23.7456.003 — деталь устанавливается в поперечный зазор между концевой плитой каретки и торцевой стенкой направляющей рамы и закрывает зону крайнего хода шурующей планки на стороне выхода шлака.
Уплотнение: назначение и применяемость
Уплотнение 23.7456.003-01 в составе топок ТШПМ закрывает поперечный зазор между концом каретки и торцевой стенкой направляющей рамы. Когда каретка с шурующей планкой достигает крайнего положения, между её торцом и стенкой возникает зазор шириной 5–10 мм, через который без уплотнения проваливалась бы крупная фракция шлака и угольной мелочи. Модификация 01 отличается от базы 23.7456.003 удлинённым контуром посадки и дополнительной упорной поверхностью под ход каретки в крайнее положение.
Уплотнение 23.7456.003-01 применяется в составе топок ТШПМ модернизированных исполнений — обычно это ТШПМ-1,5М, ТШПМ-2М и ТШПМ-2,5М с электромеханическим приводом каретки. На одну топку устанавливается 4 шт. уплотнений — по 2 шт. на каждой торцевой стенке. Климатическое исполнение узла — У2 по ГОСТ 15150-69, что соответствует условиям котельной.
Условия эксплуатации детали — циклическое ударное нагружение при подходе каретки в крайнее положение, прямое тепловое воздействие со стороны топочного объёма при температуре поверхности до 950 °C, абразивное воздействие шлака на торце каретки. Уплотнение 23.7456.003-01 рассчитано на длительную работу при штатных режимах хода каретки — расчётный ресурс не менее 22 000 часов работы при умеренной абразивности топлива.
Уплотнение: материалы и изготовление
Уплотнение 23.7456.003-01 отливается из жаростойкого чугуна ЧХ1Т по ТУ 4938. Хром 0,5–1,0% и титан 0,1–0,3% дают сопротивляемость окалинообразованию при температуре поверхности до 1000 °C, повышенную абразивную стойкость рабочих кромок и снижение остаточной деформации при циклическом нагружении. Жаростойкий чугун в зоне торца каретки выдерживает ударные циклы при крайнем ходе планки без появления усталостных трещин.
Литьё ведётся в песчано-глинистые формы серийной модельной оснастки. Плавка чугуна выполняется в индукционной печи средней частоты с легированием феррохромом и ферротитаном перед заливкой, с контролем химического состава по экспресс-анализу. После заливки отливка выдерживается в форме до полного остывания во избежание остаточных литейных напряжений и трещин, выбивается, очищается на дробемётной установке и проходит обрубку литников.
Финишная механическая обработка модификации 01 включает фрезерование удлинённого контура посадки и обработку дополнительной упорной поверхности — она принимает на себя ударную нагрузку при подходе каретки в крайнее положение. Кромки контактных поверхностей шлифуются под прокладку из асбоокерамического шнура. Партионный контроль качества каждой плавки включает химический анализ материала, испытания твёрдости на образцах-свидетелях, выборочный визуальный осмотр и контроль геометрии упорной поверхности.
Лакокрасочное покрытие на рабочую поверхность не наносится — оно выгорает при первом выходе котла на режим. Антикоррозионная защита при складировании обеспечивается консервационной смазкой К-17. На каждую партию оформляется паспорт ОТК с указанием марки чугуна, плавочного номера и результатов измерения твёрдости. Уплотнения 23.7456.003-01 поставляются комплектом по 4 шт. на топку.
Уплотнение: совместимое оборудование
Уплотнение 23.7456.003-01 устанавливается на следующее оборудование производства КЗ «Сибкотломаш»:
- Топка ТШПМ-1,5М — поперечное торцевое уплотнение каретки в модернизированном исполнении малой мощности;
- Топка ТШПМ-2М — поперечное торцевое уплотнение каретки в модернизированном исполнении средней мощности;
- Топка ТШПМ-2,5М — поперечное торцевое уплотнение каретки в модернизированном исполнении повышенной мощности;
- Топка ТШПМ-1,5 — поперечное торцевое уплотнение в базовом исполнении при модернизации торцевой обвязки;
- Котельные с водогрейными и паровыми котлами серий КВ, КЕ и ДКВр при модернизации топки на ТШПМ-М с электромеханическим приводом.
Подбор уплотнения по модификации топки и схеме крайнего хода каретки — см. каталог запасных частей топок ТШПМ. При оформлении заказа достаточно указать модификацию топки ТШПМ-М и количество уплотнений в торцевом наборе — менеджер уточнит позицию по чертежу 23.7456.003-01.
Уплотнение: заказ и доставка
Уплотнение 23.7456.003-01 поставляется со склада либо изготавливается на заказ в зависимости от текущего наличия. Срок изготовления при отсутствии складской позиции — от 7 до 12 рабочих дней с учётом плавки жаростойкого чугуна ЧХ1Т, заливки в песчано-глинистую форму, выдержки до полного остывания, дробемётной очистки, фрезерования удлинённого контура посадки и приёмочного контроля упорной поверхности. Минимальная партия — 4 шт. на одну топку.
Отгрузка осуществляется транспортными компаниями по РФ и странам ЕАЭС. Упаковка — деревянный ящик с обвязкой и защитной плёнкой против атмосферных осадков, с противокоррозионной консервацией обработанных кромок. Для крупных партий применяется паллетная отгрузка со стальной обвязкой. На каждую партию оформляется паспорт ОТК и сертификат материала.
При оформлении заказа укажите модификацию топки ТШПМ-М (например, ТШПМ-2М или ТШПМ-2,5М) и количество уплотнений в торцевом наборе. Менеджеры КЗ «Сибкотломаш» подтвердят наличие позиции, сроки изготовления и условия отгрузки в течение рабочего дня. Возможен комплектный подбор всех контуров каретки в одном наборе на ремонтную кампанию.
| Полные технические характеристики | |
|---|---|
| Номер чертежа | 23.7456.003-01 (модификация 01 базового 23.7456.003) |
| Тип | чугунное поперечное уплотнение торцевого контура каретки шурующей планки топки ТШПМ |
| Назначение | закрытие поперечного зазора между концом каретки и торцевой стенкой направляющей рамы; исключение провала шлака и угольной мелочи через торцевую щель крайнего хода |
| Конструкция | жаростойкая чугунная отливка с удлинённым контуром посадки и дополнительной упорной поверхностью под ход каретки в крайнее положение |
| Применяемость | топки ТШПМ-М модернизированных исполнений (1,5М / 2М / 2,5М) с электромеханическим приводом каретки |
| Количество на одну топку | 4 шт. (по 2 шт. на каждой торцевой стенке) |
| Сопрягаемые детали | каретка топки 00.3489.380СБ / 00.3489.609СБ, штанга топки 00.9457.019СБ / 00.9457.066СБ, опора штанги Кт248АМI.01.08.00.000 |
| Материал | чугун ЧХ1Т хромистый жаростойкий по ТУ 4938 (Cr 0,5–1,0%; Ti 0,1–0,3%; рабочая температура до 1000 °C) |
| Способ изготовления | отливка в песчано-глинистые формы с фрезерованием удлинённого контура и обработкой упорной поверхности под ударную нагрузку |
| Контроль качества | химический анализ плавки, контроль геометрии упорной поверхности, измерение твёрдости на образцах |
| Климатическое исполнение | У2 по ГОСТ 15150-69 |
| Срок службы | не менее 22 000 часов работы при штатной эксплуатации |
| Габариты (Д×Ш×В), мm | 350×75×20 |
| Масса, кг | 3,8 |
Частые вопросы
Получите расчёт стоимости
Оставьте заявку сегодня — зафиксируем стоимость и забронируем место в производственном графике.



